1.Общие положения.
1.1. Настоящая инструкция разработана на основании «Руководства по эксплуатации систем противокоррозионной защиты трубопроводов» п.6 приложение 6, СТО Газпром 2-2.2-136-2007.
1.2. Целью работ является приварка выводов ЭХЗ на действующих газопроводах. Данные работы относятся к огневым работам, выполняемым с оформлением наряда- допуска. Настоящие требования распространяются на термитную приварку стальных выводов ЭХЗ диаметром 6-12 мм к магистральным газопроводам в том числе, находящимся под эксплуатационным давлением (без прекращения транспорта газа).
1.3.Сварка осуществляется с применением тигель-формы (рис. 1.).
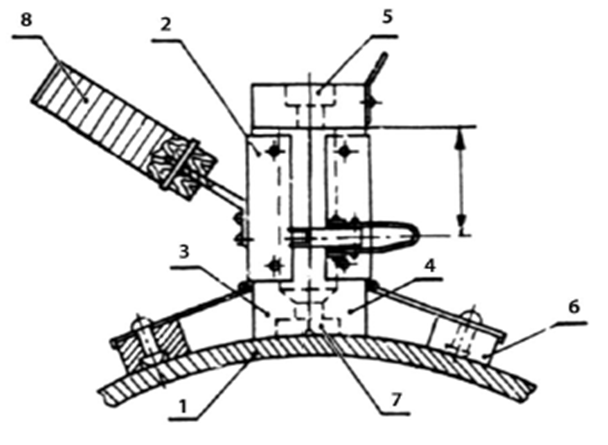
Рис 1. Тигель-форма для приварки выводов ЭХЗ:
1 - газопровод; 2 - кожух с замком и рукояткой; 3, 4 - полутигели; 5 - крышка с запальным отверстием; 6 - магнитные башмаки
1.4. Применяемые материалы:
а) железный термит - для приварки выводов на трубах из сталей с нормативным пределом прочности менее 539 МПа (55 кгс/мм);
б) медный термит - для приварки выводов ЭХЗ (стальных медных) на трубах из сталей с нормативным пределом прочности свыше 539 МПа.
2.Порядок проведения работ.
2.1. Для приварки выводов ЭХЗ с помощью термитной смеси на трассе газопровода в месте присоединения вывода откапывается приямок размером 1 х 1,5 м в основании и глубиной до половины диаметра трубы газопровода с уступками для обеспечения выхода сварщика из приямка. Откосы приямка выполняются с учетом естественного откоса грунта (рис. 2.).
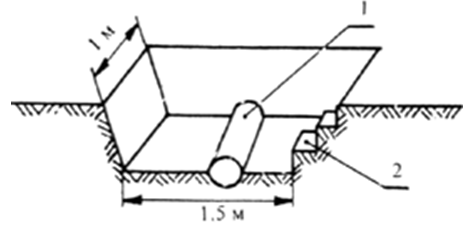
Рис 2. Приямок для приварки выводов ЭХЗ: 1 — газопровод; 2 — ступеньки
2.2. На верхней части трубы снимается слой изоляции площадью 100х150 мм. Поверхность трубы тщательно очищается от остатков изоляции, грунта и пыли. Конец проводника на длину 30 мм и место приварки на трубе зачищаются напильником до металлического блеска и протираются бензином или ацетоном.
2.3. На подготовленную площадку на трубе устанавливается тигель-форма. В нижнее боковое отверстие тигель-формы вставляется зачищенный конец проводника. На дно камеры сгорания кладется стальная или медная (для медного термита) мембрана толщиной 0,3±0,02 мм. Мембрана устанавливается без перекоса, чтобы исключить просыпание смеси в формирующую контакт полость тигель-формы.
2.4. Термитная смесь, хранящаяся в герметичной таре (в количестве до 50 порций), перед употреблением высыпается на специальный противень или щит плотной бумаги и тщательно перемешивается. Не допускается применение термосмеси без предварительного тщательного перемешивания.
2.5. Дозировка смеси производится заблаговременно весовым методом на аналитических весах или объемным методом с помощью мерной емкости. Расфасовывать рекомендуется по одной порции в герметичную тару. Порция термитной смеси засыпается в тигель и уплотняется металлическим прутом диаметром 2-4 мм.
2.6. После уплотнения смеси тигель-форма закрывается крышкой.
2.7. Поджиг термитной смеси осуществляется термитной спичкой, вставляемой через запальное отверстие крышки тигель-формы.
2.8. При приварке выводов на газопроводы под эксплуатационным давлением газа следует применять дистанционное поджигающее устройство (рис.3). В этом случае необходимо выполнить следующее:
- развернуть электропроводку поджигающего устройства;
- вставить термитную спичку в шток поджигающего устройства;
- закрепить спираль инициатора в плате;
- установить поджигающее устройство на тигель-форму;
- положить листок бумаги между термитной спичкой и отверстием в крышке тигель-формы;
- установить термоконтакт сигнализации, включающий электрическую лампу или звуковой сигнал, на вывод ЭХЗ (расстояние 5-7 мм от боковой поверхности тигель-формы);
- убедиться в касании спирали инициатора с головкой термитной спички;
- покинуть приямок и удалиться к месту включения устройства;
- с помощью кнопки поджига подать напряжение на спираль инициатора.
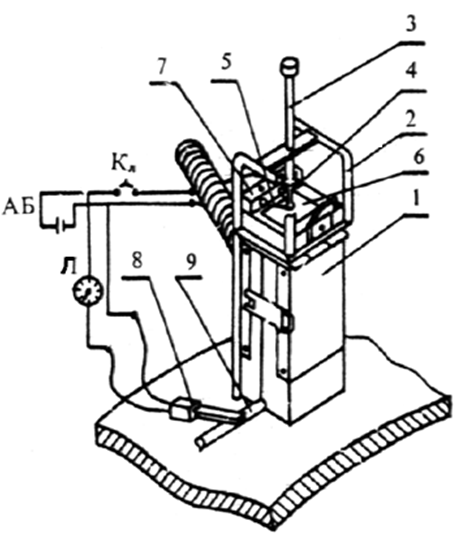
Рис. 3. Устройство дистанционного поджига:
1 - тигель-форма; 2 - каркас устройства; 3 - подвижной шток; 4 - термитная спичка; 5 - спираль инициатора, 6 - бумага; 7 - плата инициатора; 8 - термоконтакт; 9 - вывод ЭХЗ
2.9. После срабатывания сигнализации в случае дистанционного поджига или по истечении 3 минут после сгорания смеси сварщик опускается в приямок и снимает тигель-форму, которую при помощи отвертки осторожно очищают от шлака, стараясь не повредить графитовых деталей. Приваренный контакт очищают от шлака легким постукиванием молотка. После остывания участок трубы с приваренным контактом изолируется.
2.10. Сведения о приваренных выводах ЭХЗ заносятся в журнал установленной формы.
3.Возможные дефекты термитной приварки выводов ЭХЗ и их причины.
3.1.Основные дефекты термитной приварки выводов ЭХЗ и способы их устранения представлены в таблице 1.
Таблица 1.
№ пп
|
Дефекты
|
Причины дефектов
|
Способы устранения дефектов
|
1
|
Низкая прочность сварного соединения, вывод отрывается от трубы при отгибании или удалении шлака
|
Некачественная зачистка поверхности трубы и конца привариваемого вывода. В формирующую полость тигель-формы попала термитная смесь
|
Тщательно зачистить место приварки и конец вывода. Сварку повторить. Проверить плотность соединения графитовых вкладышей тигель-формы и прилегание мембраны
|
2
|
Форма термитного контакта неправильная, недостаточное количество наплавленного металла в тигель-форме образуется пробка из металла и шлака
|
Плохо перемешана термитная смесь (расслоение состава). Термитная смесь отсырела
|
Тщательно перемешать термитную смесь перед засыпкой в тигель-форму. Термитную смесь просушить
|
3
|
Наплавленный металл пористый
|
В тигель-форму попала влага. Влага на трубе или на привариваемом конце вывода.
|
Просушить тигель-форму. Удалить влагу со свариваемых элементов
|
-
4.Меры безопасности.
4.1. Вскрытие линейной части газопровода экскаватором производить до 0,5 м от образующей трубы- далее вручную лопатами.
4.2.Запрещается приварка катодных выводов в зонах поврежденных коррозией, а также на сварных швах и ближе 100 мм от них
4.3. Тигель–форма должна быть исправной, с плотно закрывающейся крышкой. ЗАПРЕЩАЕТСЯ использовать для сварки неисправную тигель - форму.
4.4. При необходимости допускается просушка термосмеси в течение 40-50 минут при температуре 100-120 °С на электроплите (просушка с применением открытого огня ЗАПРЕЩЕНА). Просушка термитных спичек категорически ЗАПРЕЩАЕТСЯ.
4.5. Транспортировать термит разрешается только в герметичной таре.
4.6. ЗАПРЕЩАЕТСЯ:
- производить сварку и наблюдение за горением термита без защитных очков;
- вести сварку на мокрой трубе, что может привести к выбросу термосмеси из тигель-формы и ее взрыву;
- передавать термит и (или) термитные спички лицам, не имеющим допуска к производству сварочных работ;
- производить контроль качества приварки ранее чем через 3 минуты после окончания горения термита.
4.7. Каждый работник филиала обязан выполнять только те виды работ, которые соответствуют его квалификации, предусмотрены должностными (производственными) инструкциями и указаниями своих руководителей (представителей работодателя),а также осуществлять иные правомерные действия, обусловленные трудовыми отношениями с работодателем либо в его интересах, не противоречащие требованиям законодательства о труде и об охране труда, а также требованиям действующих в Обществе локальных нормативных технических документов
4.8. Работник обязан получить задание от непосредственного руководителя на выполнение определённого вида работ или видов работ, ознакомиться с содержанием задания по журналу ежедневного учёта выдачи заданий службы (цеха) под подпись.
Похожее