6.7.1. Технологические отверстия могут быть следующих типов:
-
отверстия под вварку «заплат»;
-
отверстия под вварку «патрубков»;
-
отверстия для вывода шлангов ГОУ (при установке в сторону места работ по два ГОУ);
-
технологический люк размером 0,5 х 0,6 метра.
6.7.2. Технологические отверстия должны располагаться не ближе 250 мм от продольного и 500 мм от кольцевого шва. В исключительных случаях допускается не ближе 100 мм от продольного и 100 мм от кольцевого шва.
6.7.3. Технологические отверстия для герметизации трубы необходимо вырезать в верхней части окружности трубы с допустимым смещением от «зенита» не более 10 град. При невозможности выполнения указанного требования допускается в исключительных случаях смещение технологического отверстия от зенита до 30 град.
6.7.4. Технологические отверстия под вварку «заплаты» должны иметь форму овала (эллипса). Размеры технологического отверстия должны быть не более 250х350 мм и не менее 100х150 мм в зависимости от диаметра трубопровода, при этом:
-
ширина отверстия не должна превышать половину диаметра трубы;
-
разница между шириной и длиной отверстия должна быть не менее 50 мм;
-
большая ось отверстия должна располагаться вдоль оси трубы.
Размеры технологических отверстий для каждого диаметра ГОУ приведены в таблице.
Условный диаметр газопровода, мм.
|
Размер технологического отверстия, мм.
|
300; 400; 500
|
150 x 100
|
700; 800
|
200 x 150
|
1000
|
250 x 200
|
1200
|
300 x 250
|
1400
|
350 x 250
|
6.7.5. Технологические отверстия Д=25-32мм для вывода шлангов ГОУ (в зависимости от диаметра шлангов) вырезаются в верхней части окружности трубы.
6.7.6. Технологические отверстия для герметизации трубы под вварку «патрубка» должно иметь следующие размеры:
Диаметр патрубка, мм
|
Размер технологического отверстия, мм
|
325
|
290 х 240
|
219
|
190 х 140
|
159
|
145 х 95
|
Большая ось отверстия должна располагаться вдоль оси трубы.
Материал подкладной пластины - малоуглеродистая листовая сталь (ВСт.3сп, 10, 20), толщиной от 2,0 до 3,0 мм. Для исключения выхода газа из-под пластины необходимо герметизировать отверстие в центре пластины деревянным или свинцовым «чопиком». Размер подкладной пластины должен перекрывать технологическое отверстие на 10 – 15 мм в каждую сторону (рис.4).
6.7.7. Вварка в трубу «заплат», «патрубков» и «бобышек» производится согласно технологических карт сварки. Геометрические параметры разделки кромок и последовательность сварки технологических отверстий приведены на рис. 1,2,3,4.
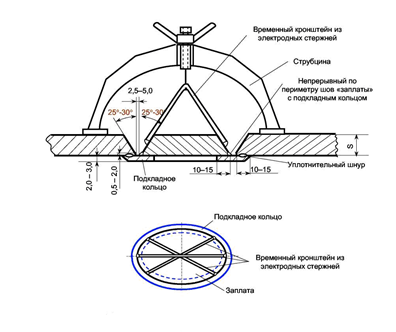 Рис. 1. Геометрические параметры разделки кромок заплаты и технологического отверстия, сборки заплаты с подкладным кольцом в технологическом отверстии.
Рис. 1. Геометрические параметры разделки кромок заплаты и технологического отверстия, сборки заплаты с подкладным кольцом в технологическом отверстии.
 Рис. 2. Последовательность сварки заплаты.
Рис. 2. Последовательность сварки заплаты.
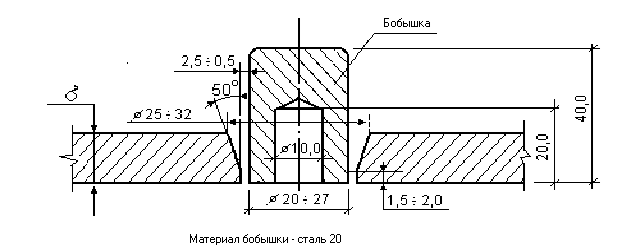 Рис. 3. Схема подготовки трубы под сварку, конструкция бобышки при заварке технологического отверстия Д=25-32 мм.
Рис. 3. Схема подготовки трубы под сварку, конструкция бобышки при заварке технологического отверстия Д=25-32 мм.
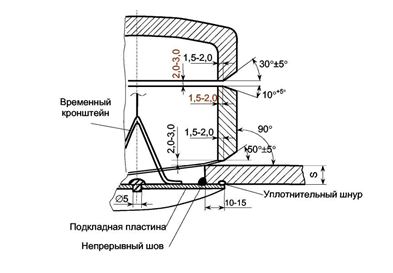 Рис. 4. Параметры подготовки кромок патрубка и днища (заглушки).
6.7.8. Сварные швы заварки технологических отверстий должны контролироваться радиографическим и ультразвуковым методами неразрушающего контроля.
Для выполнения указанного требования необходимо выполнять следующие условия:
Рис. 4. Параметры подготовки кромок патрубка и днища (заглушки).
6.7.8. Сварные швы заварки технологических отверстий должны контролироваться радиографическим и ультразвуковым методами неразрушающего контроля.
Для выполнения указанного требования необходимо выполнять следующие условия:
-
вырезку технологических отверстий производить по стандартным однотипным шаблонам;
-
трубу в месте вырезки технологических отверстий откапывать (рис. 4):
-
не менее чем на 5 м. в ширину, в обе стороны от трубы;
-
не менее чем на 1 м. вдоль трубы, с четырехсторонним пологим выходом;
-
на 0.5÷0.7 м. в глубину от нижней образующей трубы;
-
в месте вырезки технологических отверстий изоляцию снимать по всему периметру трубы на ширину ±200 мм от противоположных краев «заплаты».
6.7.9. Допускается частичное снятие изоляции:
6.7.10. После сварки металл трубы и «заплаты» зачищать от окалины и набрызгав металла до металлического блеска с шероховатостью поверхности не более Rz 40 на ширину 150 мм в обе стороны от шва.
 Рис. 4. Схема котлована в месте заварки технологического отверстия.
Рис. 4. Схема котлована в месте заварки технологического отверстия.