1 Общие положения
1.1 При присоединении (врезке) вновь построенных полиэтиленовых газопроводов высокого и среднего давления к действующим полиэтиленовым газопроводам без отключения подачи газа должны разрабатываться план производства работ, утвержденный техническим руководителем ГРО, с указанием последовательности проведения операций, расстановки людей, технического оснащения, мероприятий, обеспечивающих максимальную безопасность, лиц, ответственных за проведение работ, и схема расположения газопровода.
1.2 Перед началом работ по присоединению (врезке) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам необходимо пригласить представителей организаций, имеющих вблизи газопровода подземные сооружения, для уточнения их расположения и принятия мер по безопасному выполнению работ.
1.3 О начале производства работ необходимо сообщить в АДС.
1.4 Перед врезкой в действующий газопровод присоединяемый газопровод должен быть проверен на герметичность опрессовкой воздухом согласно СП 62.13330.2011 [3].
1.5 Работы по присоединению (врезке) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам производятся бригадой рабочих в количестве не менее трех человек под руководством специалиста.
1.6 Работники, имеющие право выдачи нарядов-допусков на выполнение газоопасных работ, назначаются приказом по ГРО. Ответственного за проведение работ назначает работник, выдающий наряд-допуск на газоопасные работы.
1.7 Присоединение (врезка) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам без отключения подачи газа производится при помощи седловых отводов и муфт с ЗН независимо от толщины стенки при температуре окружающего воздуха от минус 15 °С до плюс 45 °С.
1.8 Присоединение (врезка) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам без отключения подачи газа производится с помощью седловых отводов и муфт ЗН, отвечающих требованиям ГОСТ Р 52779.
1.9 Технологические параметры сварки с помощью соединительных деталей с ЗН должны соответствовать указаниям организации-изготовителя соединительных деталей и седловых отводов.
2 Порядок производства работ
2.1 Перед началом газоопасных работ работником, ответственным за их проведение, проверяется соответствие документации фактическому расположению газопровода.
2.2 Присоединение (врезка) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам выполняется в следующем порядке:
- производятся земляные работы в соответствии с утвержденной в установленном порядке инструкцией на производство земляных работ;
- производится проверка соответствия подключаемых газопроводов и сооружений на них исполнительно-технической документации;
- производится подготовка к работе сварочного аппарата, позиционера и вспомогательных приспособлений (зачистных оправок, циклей, хомутов):
а) проверяется исправность состояния кабелей электроагрегатов автономного электрического питания;
б) производится очистка рабочих инструментов от пыли и остатков полиэтилена;
в) в позиционер устанавливаются вкладыши соответствующего диаметра для фиксации труб;
- участок действующего газопровода в месте приварки отвода очищается от грунта и размечается контур приварки отвода;
- производится зачистка окисной пленки с поверхности действующего газопровода в месте приварки отвода, при сварке седлового отвода с действующим газопроводом и присоединяемым газопроводом зачистка соединяемых наружных поверхностей труб должна осуществляться специальным инструментом, обеспечивающим снятие поверхностного слоя;
- зачищенная поверхность действующего газопровода и внутренняя поверхность седлового отвода обезжириваются;
- седловой отвод устанавливается на зачищенную поверхность действующего газопровода и механически прикрепляется с помощью специальных зажимов, хомутов и т.п. (рисунок 1);
- производится сварка седлового отвода с действующим газопроводом:
а) сварочный аппарат подключается к клеммам отвода;
б) производится ввод информации о параметрах и проведении процесса сварки в зависимости от устройства для считывания и декодирования, которым оснащен сварочный аппарат;
в) после охлаждения сварного соединения производится подача избыточного давления воздуха внутрь седелки через патрубок приваренного отвода с одновременным обмыливанием места соединения;
г) снимаются зажимы, крепящие отвод к газопроводу;
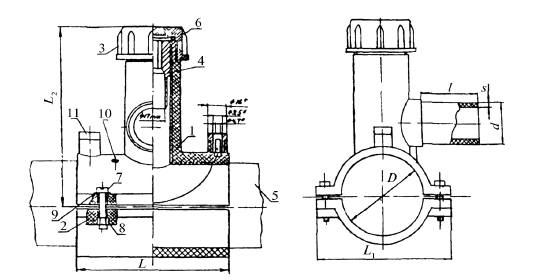
1 – корпус седлового отвода; 2 – накладка; 3 – крышка; 4 – фреза; 5 – труба; 6 – резиновое
уплотнительное кольцо; 7 – винт; 8 – гайка; 9 – шайба; 10 – индикатор сварки; 11 – защитная втулка
Рисунок 1 – Установка седлового отвода на действующий газопровод
- производится подготовка концов патрубка отвода и присоединяемого газопровода к сварке:
а) концы труб очищаются от загрязнений на расстояние не менее длины муфты;
б) на концы труб наносятся метки зачистки на расстояние, на 5 мм превышающее половину длины муфты;
в) зачищается окисная пленка с поверхности концов труб зачистными оправками или ручными циклями на глубину 0,1–0,2 мм в пределах меток;
г) производится снятие фасок с торцов труб ручным скребком;
д) на расстоянии от торцов, равном половине длины муфты, наносятся метки зоны посадки муфты;
е) зачищенные поверхности и внутренняя поверхность муфты обезжириваются;
- производится сборка сварного соединения:
а) конец трубы присоединяемого газопровода закрепляется в зажимах позиционера, после чего на нее надвигается муфта на полную длину до совмещения торцов труб и муфты;
б) торец присоединяемого газопровода устанавливается в торец к патрубку седлового отвода, который закрепляется в зажиме позиционера;
в) на конец патрубка отвода надвигается муфта до метки посадки муфты;
- производится сварка труб присоединяемого газопровода и патрубка седлового отвода:
а) сварочный аппарат подключается к клеммам муфты;
б) производится ввод информации о параметрах и проведении процесса сварки в зависимости от устройства для считывания и декодирования, которым оснащен сварочный аппарат;
в) после охлаждения сварного соединения производится освобождение труб из зажимов позиционера;
- производится фрезерование стенки трубы действующего газопровода;
- проверяется обмыливанием или прибором герметичность сварных соединений;
- после проведения контроля качества работ производят ввод вновь построенного газопровода в эксплуатацию в соответствии с утвержденной в установленном порядке инструкцией;
- производятся восстановительные земляные работы в соответствии с утвержденной в установленном порядке инструкцией на производство земляных работ.
3 Контроль качества работ
3.1 Внешний вид сварных соединений, выполненных с помощью муфт с ЗН и седловых отводов с ЗН, должен отвечать следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки поверхностей, подготовленных под сварку;
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб не должен превышать 5;
- поверхность деталей не должна иметь следов температурной деформации или оплавленного полиэтилена;
- по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки.
3.2 Сварное соединение, забракованное при внешнем осмотре, исправлению не подлежит и должно быть удалено из газопровода.
3.3 После окончания всех видов работ ответственный за их проведение докладывает в АДС и руководству ГРО.
3.4 На сварные соединения подземных газопроводов должна быть нанесена маркировка (клеймо) сварщика, выполнившего сварку. Способ маркировки должен обеспечить ее сохранность в течение эксплуатации газопровода.
4 Оформление результатов работы
По завершении газоопасной работы по присоединению (врезке) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам составляется акт, делается отметка в эксплуатационном паспорте на газопровод. Документация хранится один год.
5 Специальные требования
5.1 На выполнение работ по присоединению (врезке) вновь построенных полиэтиленовых газопроводов к действующим полиэтиленовым газопроводам выдается наряд-допуск на выполнение газоопасных работ по форме ПБ 12-529-03 [2], предусматривающий разработку и последующее осуществление комплекса мероприятий по подготовке и безопасному проведению работ.
5.2 К работе допускаются специалисты и рабочие, прошедшие аттестацию по промышленной безопасности в объеме, соответствующем должностным обязанностям и профилю выполняемых работ, и получившие допуск к выполнению газоопасных работ.
5.3 При выполнении сварочных работ сварщики должны быть аттестованы на I уровень, а специалисты сварочного производства – на II уровень и выше в соответствии с РД 03-495-02 [7] и ПБ 03-273-99 [13].
5.4 Технический контроль качества сварочных работ (сварных соединений)визуально-измерительными методами контроля должен осуществляться лабораториями, аттестованными в установленном порядке.
5.5 Перед началом проведения работ руководитель обязан проинструктировать рабочих о технологической последовательности операций и необходимых мерах промышленной и пожарной безопасности и зафиксировать прохождение инструктажа подписями работников бригады в наряде-допуске на выполнение газоопасных работ и распределить обязанности между работниками – членами бригады провести инструктаж о необходимых мерах безопасности.
5.6 После получения задания работники – члены бригады обязаны подготовить:
- необходимые средства индивидуальной защиты (противогаз шланговый, рукавицы, спецодежда, аптечка, спасательные пояса и веревки) и проверить их исправность;
- инструмент, оборудование и техническую оснастку, необходимые при выполнении работ, проверить их исправность и соответствие требованиям безопасности.
5.7 Наличие и исправность средств индивидуальной защиты определяются при выдаче наряда-допуска на выполнение газоопасных работ.
5.8 Ответственным за наличие у рабочих средств индивидуальной защиты, их исправность и навыки применения является руководитель работ.
5.9 Место производства работ должно быть оборудовано лестницами, обеспечивающими быструю эвакуацию работников из котлована и средствами пожаротушения (огнетушитель, вода, полотно и др.). Работники должны иметь монтажные пояса с веревкой, конец которой должен находиться на бровке котлована или траншеи.
5.10 Место производства работ ограждается сигнальной лентой, выставляются предупредительные знаки.
5.11 Спуск в траншею (котлован) должен осуществляться по металлическим лестницам с закреплением их у края траншеи (котлована). Для предотвращения скольжения и искрения при опирании на твердое основание лестницы должны быть оснащены резиновыми «башмаками», а обувь у рабочих и специалистов, выполняющих работу на подземном газопроводе, не должна иметь стальных подковок или гвоздей.
5.12 При производстве зачистки труб работники должны быть обеспечены защитными очками и перчатками.
5.13 Пользоваться открытым пламенем на расстоянии менее 5 м от места производства работ запрещено.
5.14 Не допускается нахождение рядом с трубами и соединениями деталей горючесмазочных материалов.
5.15 Сварочное оборудование и материалы при их транспортировке должны фиксироваться (закрепляться) в транспортном средстве.
5.16 Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре скоростью свыше 10 м/с необходимо выполнять только при обеспечении места сварки защитными палатками.
5.17 Растворитель и другие обезжиривающие жидкости должны храниться в герметично закрываемой и не боящейся ударов таре емкостью 200 мл. После работы с растворителями руки промываются водой.
5.18 Все работники должны уметь обеспечивать первую медицинскую помощь при ожогах, ушибах, удушье, отравлении газом и поражении электрическим током.